

О звуке простыми словами42Производители Hi-Fi.
Истории и интервью111Репортажи с заводов65Репортажи с Hi-Fi выставок69"Сделай сам"44Готовые проекты Аудиомании41Пресса об Аудиомании49Видео479Фотогалерея99Интересное о звуке793Новости мира Hi-Fi2400Музыкальные и кинообзоры576Глоссарий
Репортаж с фабрики Arslab, SalonAV
С акустикой Arslab и Old School мы знакомы давно – отслушали более десятка систем и даже сделали на сайте отдельную страничку, посвящённую этим брендам. У любой модели, независимо от её класса, наши эксперты неизменно отмечали привлекательное соотношение цены и качества. Причём это относится не только к качеству звучания, но и к безукоризненному изготовлению акустических систем. Недавно появилась возможность съездить на фабрику и посмотреть, как это делается.

КАК РОЖДАЕТСЯ ЗВУК
Коммерческий успех Arslab и Old School обусловлен тем, что компания World Audio Distribution, которой принадлежат эти бренды, сама производит акустику и сама её продаёт без посредников, накручивающих цену. Кроме того, в отличие от многих других производителей, и корпуса, и кроссоверы, и упаковка изготавливаются в одном месте, что исключает транспортные издержки. Корпуса делаются из качественных материалов, динамики закупаются тысячами, кроссоверы собираются из европейских деталей без лишних расходов на доставку из Азии, как у многих конкурентов.
В нынешнем году бренд Arslab отмечает своё 10-летие, и к этой дате приурочен выпуск модели Anniversary 10 в особой отделке.
Фабрика находится в Риге, в пятнадцати минутах езды от центра. На ней производится акустика Arslab, Old School и Penaudio, а также аудиомебель Cold Ray. Нашими экскурсоводами стали генеральный директор «Аудиомании» Артём Фаермарк, главный конструктор Юрий Фомин и директор фабрики Виктор Лагарпов. С Виктором мы раньше не встречались, поэтому перед походом я решил задать ему несколько вопросов – как-никак, человек отвечает за весь производственный процесс.

— Виктор, как вы пришли к производству акустических систем?
Сам я из России, закончил в Воронеже авиационный техникум, потом политех, работал на секретном военном заводе. После армии переехал в Ригу, попал на завод «Радиотехника» на самый сложный (не выполнялся план выпуска) участок – в цех акустики. В 1987 году там работало 500 человек, и в последние дни месяца мы трудились в две смены по 12 часов. Школа была отличная, вся технология была отработана до мелочей. Если где-то обнаруживалось отклонение от ГОСТ, его нужно было быстро найти и устранить. КБ «Орбита», самостоятельная организация, занималась разработкой, причём в отделе электроакустики было около 40 человек. Все проекты утверждались в Москве.
Наше нынешнее производство совсем другое – если нужно, мы можем остановиться, подождать нужный компонент, не торопясь разобраться с проблемой, если она возникнет.
Со мной сейчас работают четыре человека, которые помнят то производство, когда выпускались колонки S30 и S90 по 5000 и 1000 штук в день соответственно. Сейчас административное здание полностью разрушено, часть цехов перестроено под торговый центр. А ведь завод работал с 1928 года.
— Как у вас сейчас организовано, кто решает, что нужно выпускать и в каких количествах?
Решает покупатель и тот, кто ближе к нему – продавцы и Артём. Лаборатория Фомина делает опытный образец, или мы делаем его по их чертежам и отправляем в Москву, где они доводят его до нужной кондиции. Мы получаем уже законченное решение. Наша задача – перевести идею на язык станков. У нас их два – немецкий и итальянский, для них пишутся разные программы. Все готовые изделия с помощью измерительной программы Clio сравнивается с эталонным образцом по импедансу, фазе и АЧХ. Дальше – логистика.
Несколько терминалов включено в локальную сеть, данные передаются на центральный сервер, и Артём видит, что делается в течение дня. У каждого оператора свой план. Но это вы всё сами увидите. У меня главный специалист стоит у станка, т.к. ассортимент продукции широкий, всё время нужно придумывать что-то новое. Он и руководит, и сам делает самые ответственные операции. На свой терминал он получает заказ, и запускает процесс.
— Сколько длится рабочий день и сколько человек в штате?
С 8 до 17, в выходные не работаем. 15 человек всего, включая производство и логистику.
— Авралы бывают?
Нет, какой в них смысл? Люди устают, делают ошибки. High End не терпит суеты.

О том, как проектируются акустические системы, рассказал Юрий Фомин:
Корпуса и кроссоверы проектируются в 3D, каждая деталь и каждая мелочь. Колонка прорисовывается полностью в сборке вплоть до клемм. На фабрике это реализуется в дереве и собирается. Редкий случай, когда на выходе получается не то, что мы спроектировали. Но доводки бывают, как правило, по результатам прослушивания дорогих моделей по принципу «нравится — не нравится». Это не серийные модели. Обычно же весь процесс идёт в онлайне.
— Как-то сомнительно, что при проектировании в CAD удастся учесть все проблемы, которые могут возникнуть при производстве.
Никогда не удастся. Чтобы понять все тонкости, я построил небольшое опытное производство – купил фрезерный станок, хорошую торцовочную пилу. Изготавливая образец, я уже понимаю, с какими проблемами могут столкнуться здесь, на фабрике. Пока ты сам руками не сделал, никогда не поймёшь, какие трудности могут возникнуть. Понятно, что недорогой инструмент не даст высокого качества обработки, но для общего представления подходит.
Для производства приходится покупать дорогой алмазный инструмент — алмазная пила стоит более 500 евро, но это позволяет реже производить заточку и переналадку оборудования.
Точность, которые дают станки с ЧПУ при серийном производстве, потрясающая. Главное, что не приходится исправлять какие-то недочёты при покраске и т.д. – сразу всё хорошо получается.
Виктора Лагарпова я знаю 25 лет, как минимум. Раньше он был главным инженером на RRR, поэтому знает все производственные циклы, а сейчас глубоко вник в процесс деревообработки. Кооперация лучших специалистов и даёт результат, который вы видите.
— Для проектирования разделительных фильтров динамики обмеряете, или доверяете данным производителя?

Для проектирования корпусов АС мы пользуемся данными производителя, которые очень корректны и перепроверять их, измеряя динамики — пустая трата времени. Но для проектирования фильтров в обязательном порядке надо измерять АЧХ и другие характеристики уже в расчетных размерах корпуса, тогда проектирование фильтра будет максимально точным.
Завод


Для изготовления корпусов используются два материала — МДФ датского производства и латвийская берёзовая фанера, она предназначена для наружных работ и пропитана клеем. Отделку шпоном делают партнёры. Обратная сторона заготовок тоже шпонируется для компенсации усилий. Поставщики дают 100-процентную гарантию качества.

Второй вариант – более сложный, в виде сэндвича, для корпусов Penaudio. После склейки детали должны вылежать 1 – 2 месяца, чтобы ослабли внутренние напряжения, иначе поведёт плоскости. Для обеспечения нужной влажности всё время распыляют воду. Шпон только натуральный, никакой плёнки.


Пятиосный (три координаты и два поворота в разных плоскостях) немецкий станок с ЧПУ позволяет делать фрезеровки и распил, причём шпонированная заготовка распиливается так, чтобы шпон был чуть надрезан — при сборке он изгибается и получается цельная конструкция. Пропил делается до толщины 0,2 мм при толщине шпона 0,5 мм. Используется, в основном, высокоточный алмазный инструмент, т.к. стабильность геометрии очень важна.

А это монитор станка с ЧПУ, на котором работает главный специалист завода. На экран приходит очередное задание, иногда это новая модель, которую никто ещё не видел. Он сам решает, как изготовить для неё детали.

Второй станок – итальянский. Он более простой, на нём изготавливаются внутренние детали, перегородки, подиумы – элементы, для которых не нужен поворот и сложная обработка.



Заготовки, напиленные на станках, приходят на сборку. Для снижения вибраций изнутри наклеиваются пластины битума. Специальный водостойкий клей на стыки корпуса наносится вручную.


Корпуса в сборе. Оцените количество перегородок – они повышают жёсткость, делают конструкцию более инертной.

Шпон натуральный и качественный, включая и такие редкие сорта, как карельская берёза, зебрано, канадский ясень или палисандр. Фрагменты подбираются по рисунку для каждой пары АС. И для каждого вида шпона используется собственный сорт клея, чтобы при высыхании не получилось разрывов и трещин.

Платформы для мебели Cold Ray. Для подавления вибраций используется собственная технология с пропиткой особым составом.

На любой корпус наносится 6 – 7 слоёв покрытия. В начале – изоланты, препятствующие проникновению краски в толщу дерева, затем 1 – 3 слоя грунта, а чтобы закрыть все поры, до 4-х, потом два слоя верхнего лака. Затем – полировка или сразу на сборку.

Первый этап – шлифовка, т.к. при нанесении первого слоя грунта открываются поры и поднимается ворс. Нужен второй слой грунта, и только потом наносится краска и лак.
На шлифовку минимум 4 раза приходит каждое изделие по кругу.

Если отделка нестандартная – цвет Lamborghini, Ferrari Diablo Red или перламутр, нужен особый грунт, который участвует в создании оттенка. Краски поставляют фирмы, занимающиеся ремонтом авто.

Камера первой покраски – собственной разработки, в ней сочетаются способы автопокраски с деревообработкой. Тройная фильтрация поступающего воздуха с подогревом, все детали обрабатываются антистатическим потоком воздуха. Он продувается через установку, которая создаёт разряды 7000 В с циклическим изменением полярности. Таким воздухом обрабатывается и оператор, и детали, поэтому при покраске к поверхностям не прилипает пыль.


На полировку корпуса поступают только после того, как они выдерживаются не менее суток при 30 градусах – за это время заканчивается полимеризация краски. Паста – войлок – поролон, всё вручную.

Перед входом на склад имеется особый терминал – планшет с информацией на латышском и русском языках. Когда готовое изделие переносится на склад, отмечается приход с указанием модели, количества и цвета. Также это могут быть корпуса, упаковка, подиумы и др. детали. Терминал включен в единую систему с компанией в России, и как только что-то перенесено на склад, московские менеджеры сразу видят, что колонка уже собрана (или скоро будет), и её можно отгружать для отправки заказчику. Если обнаружен дефект при сборке, колонка возвращается на производство и это тоже видно в системе. В эту же сеть включен терминал на станке с ЧПУ, что позволяет заранее рассчитать, когда изделие будет готово. В системе регистрируется каждый производственный этап, что важно для контроля за выполнением небольших заказов – например, моделей Penaudio или ICE.

Рамки для грилей вытачиваются из МДФ и вручную обтягиваются акустически прозрачной тканью. В некоторые грили встраиваются магниты.
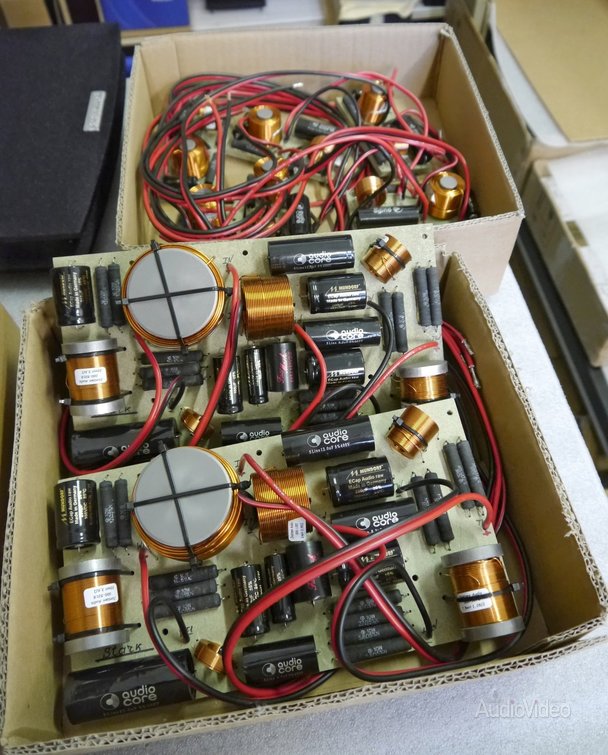
Кроссоверы собираются навесным монтажом, для каждой модели по своей схеме.
Используются качественные элементы — неполярные электролитические конденсаторы и плёнка Mundorf. Басовые катушки мотаются на сердечниках, которые входят в насыщение при 200 ваттах. Сердечники позволяют уменьшить сопротивление катушки и, соответственно, потери на НЧ.
Для внутренней разводки в Arslab используется медный кабель, для Penaudio – посеребрённый.

Клеммы WBT – монолитная деталь от ввода кабеля до входа кроссовера. Никаких контактных потерь.

Упаковочный материал мягкий и пористый. Поставляется на заказ и приходит вот в таких рулонах.

Упаковка – тоже своя технология. Картон усиленный, производится в Латвии. Фанера, обечайка и по периметру пробивается степлером.


Финальная сборка. Перед установкой динамиков корпуса заполняются звукопоглотителем – поролоном, синтепоном или хлопком в зависимости от модели.

После сборки — контроль качества каждой изготовленной системы. Проверяется полярность подключения динамиков, а система Clio с микрофоном позволяет сравнить АЧХ собранной АС с эталонной кривой, индивидуальной для каждой модели.

На каждую колонку наклеивается этикетка с голограммой, на которой имеется название модели и серийный номер. Точно такая же наклеивается на упаковку. Это – сертификат подлинности изделия.


Foam in place – установка для заливки упаковочной пены. Теперь не нужно делать несколько видов упаковочного наполнителя — пена в пакете заливается по месту, задаётся только её количество. После застывания пены колонка чётко фиксируется в коробке. Раньше подобные элементы вырезали из пенопласта, но это было долго и неудобно.


Акустика Penaudio Anniversary Limited была создана к100-летию независимости Финляндии. К этому же юбилею финский монетный двор тиражом 5000 штук выпустил памятную серебряную монету в 10 евро. Такие монеты устанавливались сзади в одну колонку, а памятный знак со львом – в другую. Модель эта – большая редкость, было выпущено всего 100 пар, и они стоили всего 1299 евро. Последние три пары ждут своих клиентов.

Была проведена масса экспериментов, чтобы найти оптимальную структуру для стенок корпуса. Затухание сигнала в разных материалах в зависимости от частоты замерялось в лаборатории электроакустики, которая занимается строительной архитектурой. Результаты – на графике. Синяя кривая – «чистый» МДФ, чёрная — сэндвич из МДФ с битумом (стандарт для большинства моделей Arslab). Самое лучшее сочетание, полимер с МДФ (красная кривая) используется в самых дорогих моделях Old School.

А это образцы сэндвичей, участвовавшие в испытаниях.

А это – те самые юбилейные Arslab Anniversary 10 в отделке копчёный дуб, о которых я упоминал в самом начале. Всего будет выпущено 100 штук, на демонстрации стоит пара с номером 28.

О новинках, ожидаемых в ближайшее время, рассказал Артём Фаермарк:
Скоро много нового будет. Мы уже три года занимаемся профессиональным аудио, и в линейке Arslab после Нового года появится несколько таких моделей. Они уже разработаны, осталось отладить технологические аспекты. Это сценические системы, они также подходят для озвучивания залов, баров и т.д.
Расширяем линейку Stark, в которую скоро добавим активный сабвуфер в таком же форм-факторе — для тех, кто хочет настоящий rock-n-roll. Он выйдет уже в этом году.
Начинаем постепенно развивать кинотеатральную тему с компактными колонками, которые можно разместить дома и при небольшом бюджете получить отличный звук.
Начнётся обновление линейки Studio, в бюджетном сегменте хотим поспорить с китайскими игроками.
— А как обстоит дело с линейкой ICE?
Продаётся хорошо, но рассчитана на крупных дистрибьюторов и, в основном, на европейском рынке – Франция активно покупает, Германия, Италия и даже Китай с Индией. Но это пока этап ознакомления, полноценный спрос ещё впереди. Мы можем дать хорошую цену, и в этом сегменте предложений немного. Будет ещё 4 – 6 моделей для расширения возможностей инсталляционного ряда. Инсталляция – это всегда решение конкретной задачи в данном помещении, и чем больше возможностей мы для этого предоставим, тем лучше.
Подготовлено по материалам портала "Салон AudioVideo", октябрь 2019 г. www.salonav.com









